-

合肥汉廷新材料科技有限公司
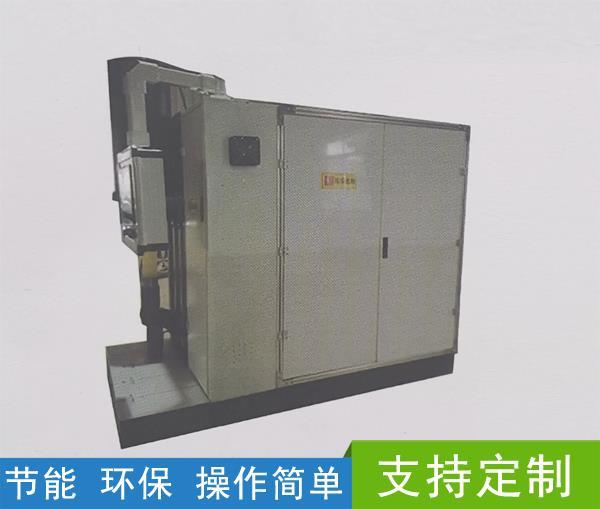
主营:干袋式冷等静压机,粉末冶金设备,冷压机生产厂家

合肥汉廷新材料科技有限公司
主营:干袋式冷等静压机,粉末冶金设备,冷压机生产厂家 10
10
冷等静压机主要由弹性模具、缸体(高压容器)、框架、液压系统等组成。
(1)弹性模具。用橡胶或树脂资料制成。物料颗粒大小和外形对模具寿命有较大影响。模具设计是等静压成型的关键,由于坯体尺寸的精度和致密平均性与模具关系亲密。将物料装入模具中时,其棱角处不易为物料所充填,能够采用振动装料,或者边振动,边抽真空,效果更好。
(2)缸体。能接受高压的容器。普通有两种构造方式:一种是由两层简体热装而成,内筒处于受压状态,外筒处于受拉状态,这种构造方式只适用于中小型等静压成型设备;另一种是采用钢丝预应力缠绕构造,用机械性能良好的高强度合金钢作为芯简体,然后用高强度钢丝按预应力请求,缠绕在芯筒外面,构成一定厚度的钢丝层,使芯筒接受很大的压应力。即便在工作条件下,也不接受拉应力或很小的拉应力,这种容用具有很高的抗疲倦寿命,能够制造直径较大的容器。容器的上塞和下塞都是活动的,加压时,上下塞将力传送到机架上。
(3)框架。有两种构造方式:一种为叠板式构造,采用中强度钢板叠合而成;另一种为缠绕式框架构造,由两个半圆形梁及两根立柱拼合后用高强度钢丝预应力缠绕而成。这种构造受力合理,抗疲倦强度高,工作平安牢靠。
(4)液压系统。由低压泵、高压泵和增压器以及各式阀等组成。开端由流量较大的低压泵供油,到达一定压力后,再由高压泵供油,如压力再高,则由增压器进步油的压力。工作介质能够是水或油。
冷等静压机是将装入密封、弹性模具中的物料,置于盛装液体或气体的容器中,用液体或气体对其施加以一定的压力,将物料压制成实体,得到原始形状的坯体。压力释放后,将模具从容器内取出,脱模后,根据需要将坯体作进一步的整形处理。
等静压加工的原理:用高压泵把传压流体介质压入封闭的容器内,容器内的工件在高压流体介质的静态压力作用下成型,成为致密体或粘结一起。等静压工艺可使工件在各个方向上获得均匀的压应力。按加工温度分冷等静压加工和热等静压加工两类。
热等静压工艺是在高温下加压成型,因而获得制品的孔隙少,密度与熔炼加工材料相近,且晶粒细、各向性能均匀。
因此:等静压技术作为一种先进成形技术,与传统的成形技术相比具有明显的优势。
**:等静压成形的产品,具有密度高而分布均匀、产品内部不存在气泡、成品晶粒间显微孔隙度很低,其力学性能与电性能均比别的成形方法好。
*二:等静压制品几乎无内应力,压坯可以直接进窑烧结,不会翘曲与开裂。
*三:制作长径比(长度与直径之比)很大的产品是轻而易举的事,而其他方法是则是事倍功半或者无法实现。
*四:制作高熔点、高硬度材料的大型产品及形状复杂的产品。
*五:等静压成形的坯体比其他成形方法制得坯体烧成温度低并且不会污染高纯度的压坯材料
等静压机的结构形式有几类
历经很多年的飞速发展,等负压设施的布置、制作均逐渐进到了较旺盛期的环节,产生了冷、温、热等负压设施*盛开,工艺尺寸完备的转型局势,其内在构造可分裂为螺牙式、架构式和预应力缠绕式三类别:
螺牙式构造的鲜明特点是主缸的高剪切力所有由髙压缸和轴套承担,因而设施注资少;缺陷是在螺牙**圈的根处易造成内应力,进而限定了缸的直徑、压力大和使用期。
架式构造是有表层筒构造的形变,将轴套的径向力从外螺栓承担改成由另加的架构承担,架构的水准梁受弯折荷载,竖直梁受弯折的径向荷载。使用期有现。
预应力钢丝缠绕式构造的髙压气缸盖和架构均选用预应力钢丝盘绕方法,是现阶段较安会、较靠谱的构造。较左右二种构造方式,其髙压缸直徑达到较大,考虑制造业大工艺品抑制的规定。现阶段较大的冷等负压机直徑已达2500mm。
预应力钢丝缠绕式构造的缺陷是因为其技术水平高,制作利润较高。